Wie Sie Ihren Kühlschmierstoff im Griff behalten
Zerspanungsmaschinen benötigen in der Regel Kühlschmierstoff um Werkzeuge zu kühlen und an der Schneide zu schmieren. Durch Verdunstung und Ausschleppung verliert die Maschine über den Tag aber sehr viel dieses für die Prozessstabilität enorm wichitgen Hilfmittels. Die Austragung über Verdunstung führt zu einer langsamen aber stegigen Aufkonzentration des Kühlschmierstoffes, weshalb vielmals mit hohem Aufwand nachjustiert werden muß. Wird dann am Ende der Schicht eine große Menge frisch gezapfter Kühlschmierstoff in die Werkzeugmaschine gefüllt, so sinkt die Temperatur im Tank und die Genauigkeit der Maschine ist weg.
Das Nachbefüllen von Kühlschmierstoff ist auch keine beliebte Tätigkeit. Aus unserer langjährigen Erfahrung wird gerade dieses Thema oft stark vernachlässigt. Wir erleben täglich, dass: zu hoch konzentriert, zu niedrig konzentriert, mit reinem Wasser oder gar nicht nachbefüllt wird. Mit teils drastischen und teuren Auswirkungen für die Werkzeugmaschine. So werden hunderttausende Euro für die Automatisierung mit Robotersystemen ausgegeben, aber das wichtigste Medium der Werkzeugmaschine wird dem guten Willen überlassen.

Was können Sie verbessern?
Mit unseren Petrofill Anlagen zum digitalen, vollautomatischen Befüllen von Werkzeugmaschinen mit Kühlschmierstoff sichern Sie Ihre Produktion gegen Fehlbedienung und schützen Sie Ihre Fertigungshalle vor Überfüllungen. Wir beobachten bei allen Kunden, wo Petrofill KSS Befüllanlagen installiert sind, eine Reduktion des Konzentratbedarfs, eine deutliche Stabilisierung der Mischverhältnisse, eine Angleichung des KSS Temperatur, eine Erhöhung der KSS Lebensdauer und eine Verbesserung des Betriebsklimas im Fertigungsbereich.
Von MAW erhalten Sie genau die richtige Kühlschmierstoff-Befüllanlage für Ihren Bedarf.
Eine aktuelle Studie bei GKN ePowertrain belegt die enorme Wirtschaftlichkeit des Einsatzes von FluidWorker 150 an Werkzeugmaschinen. Die Studie finden Sie online hier...
Profitieren Sie von über 70 Jahren Erfahrung mit Werkzeugmaschinen. Wir planen und installieren deutschlandweit Ihre Fertigungsanlage – rufen Sie uns diesbezüglich gerne an. Wir freuen uns auf Sie!
info@maw-gmbh.de - +49 (0)7031-7376-0
Das Problem: Kleine Drehteile, Frästeile, Stanzteile gehen beim Entladen aus der Maschine verloren
Viele unserer Kunden verlieren produzierte Kleinteile im Durchmesserbereich von 1 mm bis ca. 8 mm nach der Herstellung auf der Drehmaschine, Fräsmaschine oder Stanzmaschine bereits im Maschinenraum. Das Problem tritt insbesondere dann auf, wenn die Teile sehr leicht sind, wie zum Bsp. bei Teilen aus Titan, Teflon oder anderen Kunststoffen, aber auch Edelstahl, Buntmetall und besonders schmerzlich bei Edelmetallen.
Dieser Teileverlust erhöht die Produktionskosten teils massiv, müssen doch mehr Teile gefertigt werden, als eigentlich notwendig wären. Die Mehrkosten schlagen sich nieder in Maschinenkosten, Werkzeugkosten, Materialkosten, Arbeitslöhnen, Betriebsmittelkosten und Kapazitätsengpässen,
MAW Werkzeugmaschinen hat auch für dieses Problem eine sichere Lösung. Der Kleinteileentlader DepotVacuum von MECHA.
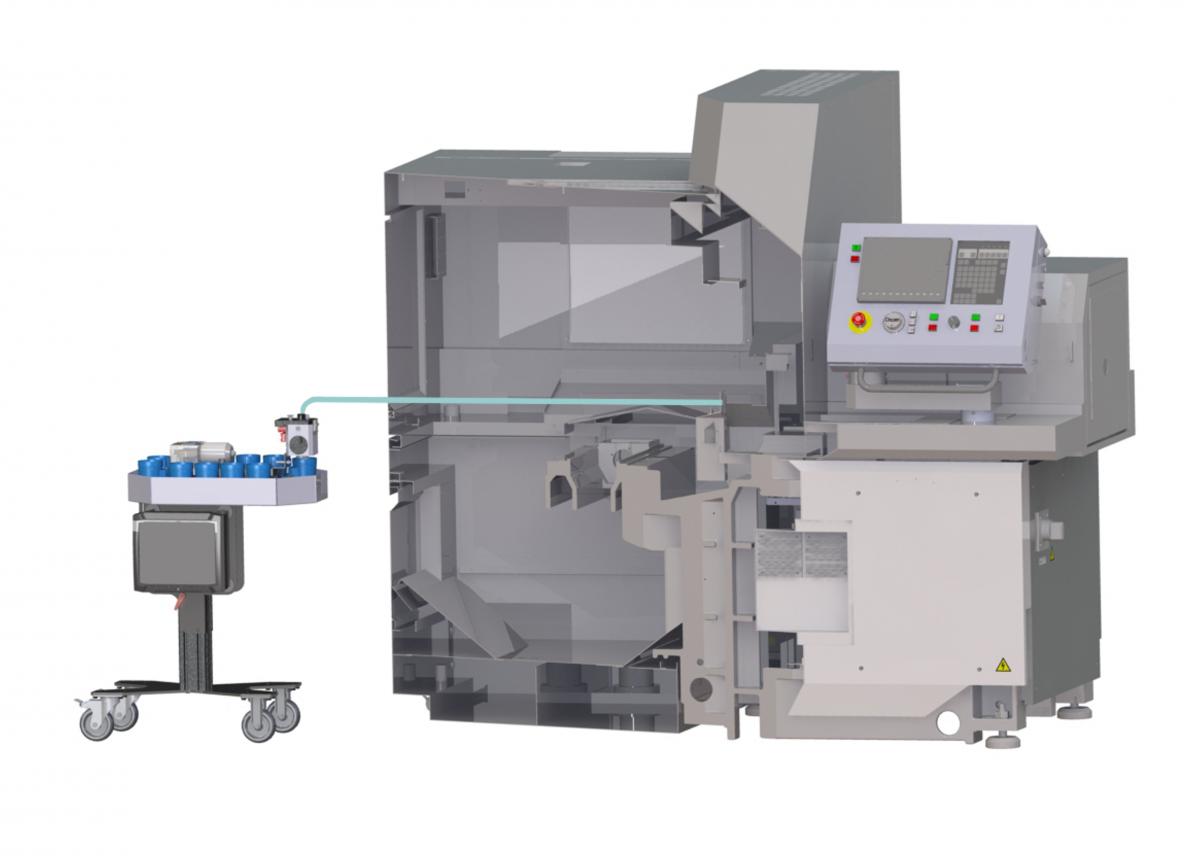
Der DepotVacuum saugt die Teile dort ab wo sie produziert werden und legt sie schonend in einen Behälter oder einen MECHA Teileseparator ab. Beschädigungen der Teile sind damit in unserem System nahezu ausgeschlossen. In Kombination mit unserem Teileseparator ist es sogar möglich, Produktionsteile und Kontrollteile separat zu speichern und somit eine durchgängige statistische Prozesskontrolle zu sichern.
Der Teileentlader kann schnell und einfach an fast jeder Werkzeugmaschine nachgerüstet werden. Er verfügt über eine eigene Steuerung, welche über eine Schnittstelle mit der Maschine verdrahtet wird. Den Teileentlader DepotVacuum gibt es in zwei Versionen mit Schlauchdurchmessern
Einsatzmöglichkeit:
Für Kleinstteile von 0.2 – 8.0 mm Durchmesser.
Vorteile:
- Sichere Teileentnahme für besonders fragile Klein- und Kleinstteile
- Rückverfolgbare und beschädigungsfreie Teileablage in Kombination mit DepotMini
- Absaug-Schlauchlänge bis zu 1.5 Meter
Dimensionen:
| Schlauchdurchmesser in mm | Teiledurchmesser in mm |
|---|---|
| 2.5 | 1.5 |
| 4.0 | 3.0 |
| 6.0 | 5.0 |
| 7.5 | 6.5 |
| 9.0 | 8.0 |
Unsere Lösungen : produktiv - nachhaltig - clever







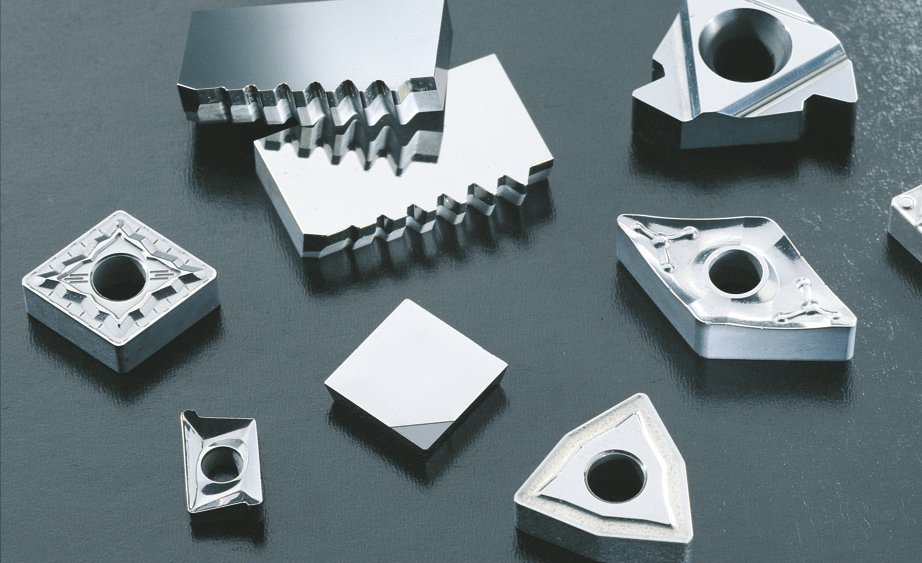
Hartmetall und Werkzeugstahl auf Hochglanz polieren
MAW bietet für das Hochglanz-Polieren von harten und ultraharten Materialien wie Hartmetall, Werkzeugstahl, Keramik oder CBN zwei Technologien. Zum einen das Bürst-Polieren mittels Diamant-Bürstentechnologie und das Mikro-Wirbelschliff-Polierverfahren. Ziel dabei ist es die Standzeit von Werkzeugen drastisch zu erhöhen.
1. Bürst-Polieren
Mit dem von der Firma Gerber Maschinenbau entwickelten Bürst-Polier-Verfahren werden mittels Naturhaarbürste und Diaflex Diamantpasten oder mit Diamantbürsten geschliffene Flächen auf Hochglanz poliert. Dabei verbessern wir den Rz und Ra Wert deutlich und erzielen Oberflächen unter Rz1 oder Ra 0,025. Beim Polieren mit Paste wird diese mittels eines Spachtels auf die Borsten (z.Bsp. Tampico-Pflanzenfaser und Diastar 5-8µ) aufgebracht und dann das Werkzeug mit Drehzahlen mit ca. 400 U/min gleichmäßig bestrichen. Da die Paste einen erhöhten Reinigungsbedarf benötigt, haben wir eine Diamantborste entwickelt, welche mit Diamantkörnern durchtränkt ist und sich immer wieder automatisch nachschärft. Die Bürste kann auch unter Zugabe von Polieröl eingesetzt werden um die entstehende Prozesswärme abzuführen. Diamantbürsten gibt es bei uns in verschiedenen Korngrößen, Borstendicken und Sättigungsgraden, ideal abgestimmt auf Ihre Polieraufgabe.
Poliermaschinen von Gerber können sowohl mit technischen Polierbürsten als auch mit Poliervliesen bzw. Polierscheiben ausgerüstet werden. Durch diese Kombination können sowohl ebene Flächen als auch konisch zulaufende Formen poliert werden. Beim Polieren des Hintergrundes von Prägestempeln oder auch des Bildes von Prägestempeln hat sich die Firma Gerber einen großen Technologievorsprung erarbeitet. Der Einsatz von Gerber Poliermaschinen erhöht die Standzeit der Werkzeuge und reduziert die Polierarbeit auf ein Minimum.

Mikro-Wirbelschliff-Polieren
Das Mikro-Wirbelschliff-Polieren ist ein einzigartiges Verfahren zum Polieren von Prägewerkzeugen, Ziehwerkzeugen und Formwerkzeugen. Das Mikro-Wirbelschliff-Polieren wurde von der Schweizer Polyservice AG entwickelt und ist ein Mikro-Strömungsschleifverfahren, bei welchem die Werkzeuge (Mikro-Schleifkörper mit AlO/Diamant) die Werkstückflächen innen wie außen gleichmäßig bearbeiten und polieren. Dabei spielt die Form des Werkzeugs eigentlich keine Rolle denn die kleinen in der Form definierten Schleifkörper können bis in die Ecken eines Werkstückes die volle Polierleistung erbringen. Beim Mikro-Wirbelschliff Polieren wird das Werkstück in einen runden oder ovalen Behälter gespannt und dieser dann mit Schleifkörpern, einer kleinen Menge Diamantpulver, einem Compound und Wasser gefüllt. Dann wird über Vibration die Strömung erzeugt, welche die Flächen schleift und auf Hochglanz poliert. Dieses Polierverfahren automatisiert stundenlange händische Polierarbeit. Es sichert die Prozessstabilität und ermöglicht eine wirtschaftliche Werkzeugfertigung am Standort Deutschland.
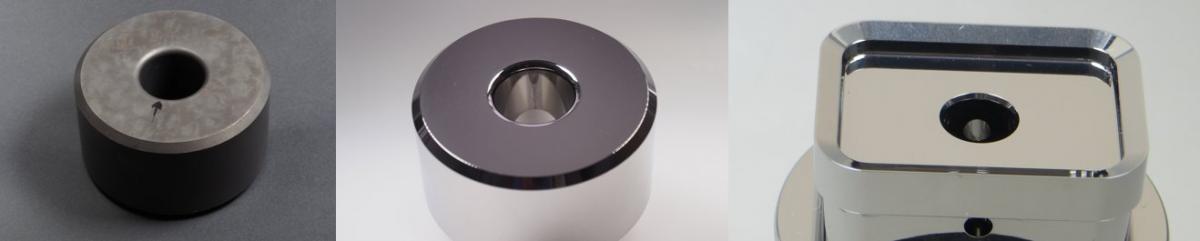
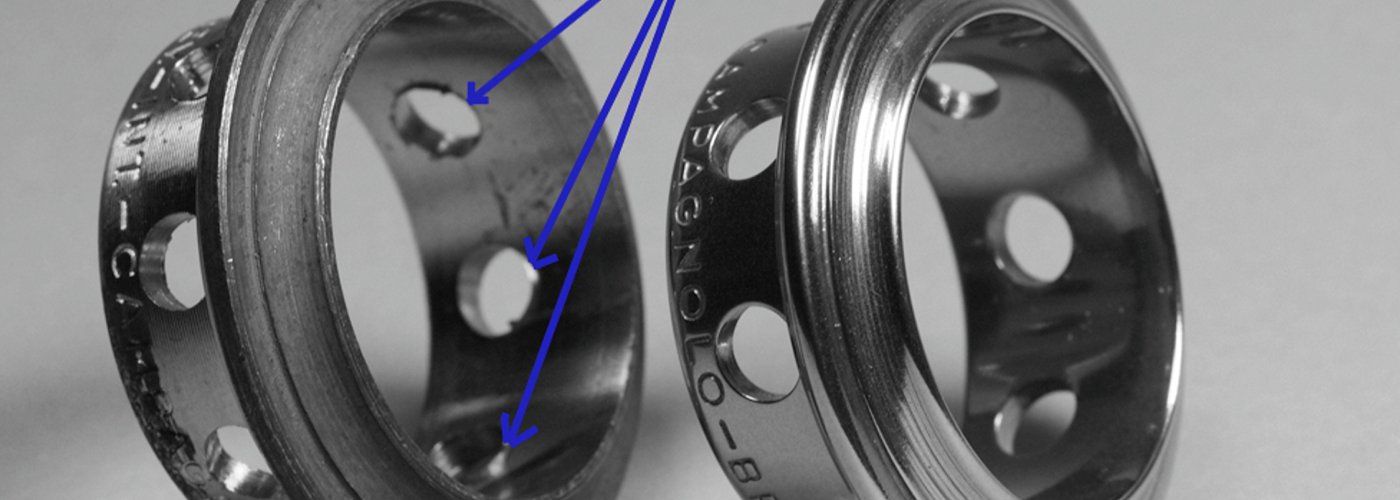
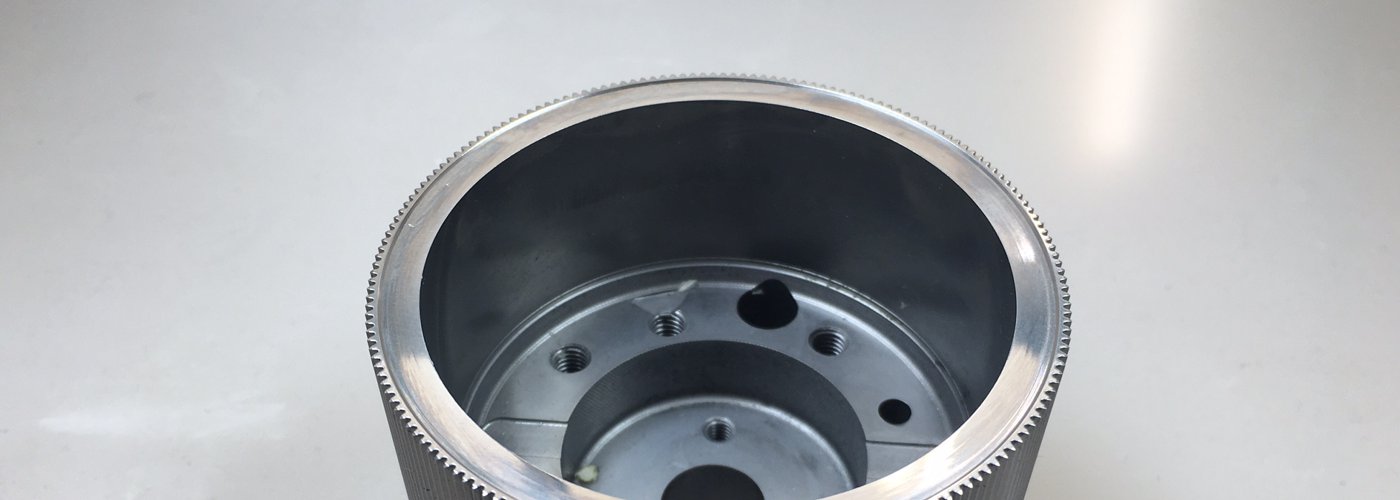
Hier sehen Sie Bilder eines unpolierten und zweier polierter Ziehwerkzeuge. Fragen Sie uns an. Wir unterstützen Sie mit unserer Technologie zum Hochglanzpolieren von Werkzeugen. Hier erfahren Sie mehr.
Hartmetall und Werkzeugstahl auf Hochglanz polieren
MAW bietet für das Hochglanz-Polieren von harten und ultraharten Materialien wie Hartmetall, Werkzeugstahl, Keramik oder CBN zwei Technologien. Zum einen das Bürst-Polieren mittels Diamant-Bürstentechnologie und das Mikro-Wirbelschliff-Polierverfahren. Ziel dabei ist es die Standzeit von Werkzeugen drastisch zu erhöhen.
1. Bürst-Polieren
Mit dem von der Firma Gerber Maschinenbau entwickelten Bürst-Polier-Verfahren werden mittels Naturhaarbürste und Diaflex Diamantpasten oder mit Diamantbürsten geschliffene Flächen auf Hochglanz poliert. Dabei verbessern wir den Rz und Ra Wert deutlich und erzielen Oberflächen unter Rz1 oder Ra 0,025. Beim Polieren mit Paste wird diese mittels eines Spachtels auf die Borsten (z.Bsp. Tampico-Pflanzenfaser und Diastar 5-8µ) aufgebracht und dann das Werkzeug mit Drehzahlen mit ca. 400 U/min gleichmäßig bestrichen. Da die Paste einen erhöhten Reinigungsbedarf benötigt, haben wir eine Diamantborste entwickelt, welche mit Diamantkörnern durchtränkt ist und sich immer wieder automatisch nachschärft. Die Bürste kann auch unter Zugabe von Polieröl eingesetzt werden um die entstehende Prozesswärme abzuführen. Diamantbürsten gibt es bei uns in verschiedenen Korngrößen, Borstendicken und Sättigungsgraden, ideal abgestimmt auf Ihre Polieraufgabe.
Poliermaschinen von Gerber können sowohl mit technischen Polierbürsten als auch mit Poliervliesen bzw. Polierscheiben ausgerüstet werden. Durch diese Kombination können sowohl ebene Flächen als auch konisch zulaufende Formen poliert werden. Beim Polieren des Hintergrundes von Prägestempeln oder auch des Bildes von Prägestempeln hat sich die Firma Gerber einen großen Technologievorsprung erarbeitet. Der Einsatz von Gerber Poliermaschinen erhöht die Standzeit der Werkzeuge und reduziert die Polierarbeit auf ein Minimum.
Mikro-Wirbelschliff-Polieren
Das Mikro-Wirbelschliff-Polieren ist ein einzigartiges Verfahren zum Polieren von Prägewerkzeugen, Ziehwerkzeugen und Formwerkzeugen. Das Mikro-Wirbelschliff-Polieren wurde von der Schweizer Polyservice AG entwickelt und ist ein Mikro-Strömungsschleifverfahren, bei welchem die Werkzeuge (Mikro-Schleifkörper mit AlO/Diamant) die Werkstückflächen innen wie außen gleichmäßig bearbeiten und polieren. Dabei spielt die Form des Werkzeugs eigentlich keine Rolle denn die kleinen in der Form definierten Schleifkörper können bis in die Ecken eines Werkstückes die volle Polierleistung erbringen. Beim Mikro-Wirbelschliff Polieren wird das Werkstück in einen runden oder ovalen Behälter gespannt und dieser dann mit Schleifkörpern, einer kleinen Menge Diamantpulver, einem Compound und Wasser gefüllt. Dann wird über Vibration die Strömung erzeugt, welche die Flächen schleift und auf Hochglanz poliert. Dieses Polierverfahren automatisiert stundenlange händische Polierarbeit. Es sichert die Prozessstabilität und ermöglicht eine wirtschaftliche Werkzeugfertigung am Standort Deutschland.
Hier sehen Sie Bilder eines unpolierten und zweier polierter Ziehwerkzeuge. Fragen Sie uns an. Wir unterstützen Sie mit unserer Technologie zum Hochglanzpolieren von Werkzeugen. Hier erfahren Sie mehr.
Eine aktuelle Studie bei GKN ePowertrain belegt die enorme Wirtschaftlichkeit des Einsatzes von FluidWorker 150 an Werkzeugmaschinen. Die Studie finden Sie online hier...
Profitieren Sie von über 70 Jahren Erfahrung mit Werkzeugmaschinen. Wir planen und installieren deutschlandweit Ihre Fertigungsanlage – rufen Sie uns diesbezüglich gerne an. Wir freuen uns auf Sie!
info@maw-gmbh.de - +49 (0)7031-7376-0
Schneidkantenpräparation von Stanzwerkzeugen erhöht Standzeit enorm
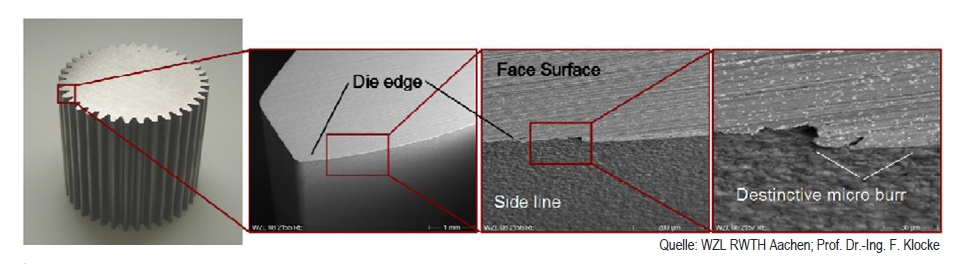
geschliffene Schneidkanten
Obiges Bild zeigt Makroaufnahmen einer geschliffenen Schneidkante eines Feinschneidwerkzeugs. Dieses Werkzeug ist dabei sehr gut und sehr fein geschliffen. Trotzdem sieht man an in der extremen Vergrößerung den Mikrograt an der Schneidkante. In vielen Unternehmen wird die Schneidkante und dieser Grat manuell mit einem Holz und Honöl abgezogen. Dies soll das Ausbrechen der Schneidkante verhindern. Je nach Geometrie der Schneidstempels und der Matrize ist es aber sehr schwierig hier gleichmäßig zu arbeiten. Der abgebildete Zahnstempel ist hierfür ein gutes Beispiel.
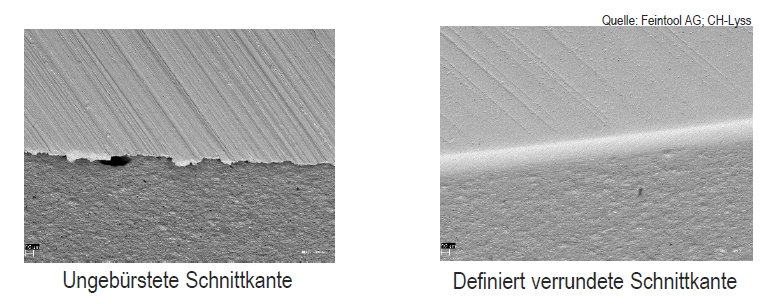
Verbesserung durch Gerber Bürst-Polieren
Deutlich stabilere und prozesssichere Schneidkantenradien erzielen Sie mit dem Gerber Bürst-Polierverfahren für Stanz- und Feinschneidwerkzeuge. Die Bürst-Poliermaschine BP-Smart der René Gerber AG wurde speziell für diesen Einsatzzweck weiterentwickelt. Die Technologie steckt dabei zum einen in der Maschine selbst aber auch zu einem großen Teil in der von Gerber enwickelten Diamant-Bürstentechnologie. Das definierte allumfängliche Verrunden des abgebildeten Feinschneidwerkzeugs mit einem Mikroradius von 30µ dauert dabei nur 3 Minuten. Durch die Einfachheit, Genauigkeit und Schnelligkeit des Gerber Schneidkanten-Präparations-Verfahrens zählt es heute zu den führenden Technologien bei der Mikrostrukturierung von Schneidkanten.
Mehr Informationen zu der Bürst-Poliermaschine BP-Smart und unserer Technologie finden Sie hier....
Das Problem: Kleine Drehteile, Frästeile, Stanzteile gehen beim Entladen aus der Maschine verloren
Viele unserer Kunden verlieren produzierte Kleinteile im Durchmesserbereich von 1 mm bis ca. 8 mm nach der Herstellung auf der Drehmaschine, Fräsmaschine oder Stanzmaschine bereits im Maschinenraum. Das Problem tritt insbesondere dann auf, wenn die Teile sehr leicht sind, wie zum Bsp. bei Teilen aus Titan, Teflon oder anderen Kunststoffen, aber auch Edelstahl, Buntmetall und besonders schmerzlich bei Edelmetallen.
Dieser Teileverlust erhöht die Produktionskosten teils massiv, müssen doch mehr Teile gefertigt werden, als eigentlich notwendig wären. Die Mehrkosten schlagen sich nieder in Maschinenkosten, Werkzeugkosten, Materialkosten, Arbeitslöhnen, Betriebsmittelkosten und Kapazitätsengpässen,
MAW Werkzeugmaschinen hat auch für dieses Problem eine sichere Lösung. Der Kleinteileentlader DepotVacuum von MECHA.
Der DepotVacuum saugt die Teile dort ab wo sie produziert werden und legt sie schonend in einen Behälter oder einen MECHA Teileseparator ab. Beschädigungen der Teile sind damit in unserem System nahezu ausgeschlossen. In Kombination mit unserem Teileseparator ist es sogar möglich, Produktionsteile und Kontrollteile separat zu speichern und somit eine durchgängige statistische Prozesskontrolle zu sichern.
Der Teileentlader kann schnell und einfach an fast jeder Werkzeugmaschine nachgerüstet werden. Er verfügt über eine eigene Steuerung, welche über eine Schnittstelle mit der Maschine verdrahtet wird. Den Teileentlader DepotVacuum gibt es in zwei Versionen mit Schlauchdurchmessern
Einsatzmöglichkeit:
Für Kleinstteile von 0.2 – 8.0 mm Durchmesser.
Vorteile:
- Sichere Teileentnahme für besonders fragile Klein- und Kleinstteile
- Rückverfolgbare und beschädigungsfreie Teileablage in Kombination mit DepotMini
- Absaug-Schlauchlänge bis zu 1.5 Meter
Dimensionen:
| Schlauchdurchmesser in mm | Teiledurchmesser in mm |
|---|---|
| 2.5 | 1.5 |
| 4.0 | 3.0 |
| 6.0 | 5.0 |
| 7.5 | 6.5 |
| 9.0 | 8.0 |
Eine aktuelle Studie bei GKN ePowertrain belegt die enorme Wirtschaftlichkeit des Einsatzes von FluidWorker 150 an Werkzeugmaschinen. Die Studie finden Sie online hier...
Profitieren Sie von über 70 Jahren Erfahrung mit Werkzeugmaschinen. Wir planen und installieren deutschlandweit Ihre Fertigungsanlage – rufen Sie uns diesbezüglich gerne an. Wir freuen uns auf Sie!
info@maw-gmbh.de - +49 (0)7031-7376-0
Entgraten von kleinen und Mikrostanzteilen

Kleine und kleinste Stanzteile mit Dicken unter 0,4 mm stellen besondere Anforderungen an die Entgrattechnologie. Denn mit herkömmlichen Entgratverfahren wie dem Trowalisieren oder Bürstentgraten können solch kleine Teile in den allermeisten Fällen nicht entgratet werden. MAW bietet für das Entgraten und Polieren von sehr kleinen Teilen eine Spezialtechnologie auf Basis von Fliehkraft-Gleitschleifmaschinen. Hierzu bedarf es spezieller Mikro-Schleifmittel aus Edelstahl, Kupfer oder Bronze, die es so nur bei MAW und ihrem partner Polyservice gibt. Zusammen mit einem Schleifpulver auf SiC oder AlO Basis, einem Gleitschleifcompound und Wasser werden die Stanzteile im geschlossenen Behälter entgratet. Mit diesen Schleifmitteln können alle Kanten gleichmäßig entgratet und verrundet werden.
Eingesetzt wird die Technologie vor allem beim Entgraten und Oberflächenpolieren von Klein- und Mikrostanzteilen in der Elektronikindustrie, der Medizintechnik, der Mikromechanik sowie der Schmuck- und Uhrentechnologie.
Weitere Informationen zur Gratfrei-Technologie finden Sie hier....
Entgraten von Stanzteilen & Feinschneidteilen

Präzisions-Stanzteile und Feinschneidteile haben an der Schnitt-Austrittsfläche einen Grat, der im fortschreitenden Prozess größer wird. Dieser Grat muss bei Präzisionsteilen zwingend entfernt werden und meistens sind die Kanten mit einer geringen Kantenverrundung zu versehen. Stanzgrate haben oft eine starke Gratwurzel die je nach Material geringer oder größer ausfalen kann.
Mit technischen Bürsten und Bürstmaschinen mit planetarer Bürstenbewegung können solche Stanzgrate schnell und sicher entfernt werden. Da die Bürstentechnologie heute schon sehr weit fortgeschritten ist, reicht oft ein großer Planeten-Bürstkopf aus um Stanzteile im Sekundentakt zu entgraten. Bei sehr starker Gratbildung gibt es auch Kombinationen von 2 Bürstköpfen. Dabei laufen die Stanzteile linear unter den beiden Bürstköpfen durch. Der erste Bürstkopf ist mit Lamellen-Schleifbürsten bestückt. Diese Schleifen den Grat bis zur Gratwurzel. Der zweite Bürstkopf, besetzt mit technischen Bürsten, zum Beispiel mit Silizium-Carbid SiC durchtränkten Borsten trägt dann den Restgrat ab und schleift den Kantenradius an das Bauteil.
MAW stellt mit der Bürstentechnologie der Firma Gerber Maschinenbau die leitsungsstärkste und präziseste Bürst-Entgrattechnologie zur Verfügung. Mehr Informationen finden Sie hier.....